- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Впровадження продукту для штампування - процес виробництва лез для гоління та його основні етапи
Як справилеза для голіннязазвичай використовується в повсякденному житті виробляється?
Він має пройти через більше десятка процесів, і кожен процес має бути суворо оброблений, перш ніж 0,1 мм лист нержавіючої сталі може бути відшліфований у надзвичайно гострий кінцевий продукт.
1. Процес виготовлення лез
Основні етапи виробництва лез для гоління такі:
Штампування матеріалу - загартування - відпуск - грубе шліфування - тонке шліфування - тонке шліфування - полірування - перевірка - очищення - хромування - замочування - сушка - упаковка.
2. Ключові ланки бритв
Кожен крок у виробництві леза важливий. Наприклад, надзвичайно важливі модель штампування, температура гарту, кут заточування леза і навіть упаковка, оскільки ріжучу кромку неможливо пошкодити. Серед цих кроків чотири з них є надзвичайно критичними та визначають кінцеву якість леза ——довговічність, чіткість і комфорт.
① Сировина
Матеріал загального леза бритви в основному виготовлений з мартенситної нержавіючої сталі 3Cr13 і 4Cr13. Після точної обробки його згортають у листи з нержавіючої сталі товщиною 0,3/0,4 мм, ділять на смуги та остаточно обробляють перед використанням леза. Сталеві стрічки відрізняються вмістом вуглецю. Високоякісні леза на ринку виготовлені з нержавіючої сталі 6Gr13. Леза, виготовлені зі смуг високоякісної нержавіючої сталі, мають кращу стабільність, а це означає, що за однакових умов вони краще витримують випробування.
② Термічна обробка
Термічну обробку часто називають загартуванням, тобто методом обробки об’єкта піддаючи його високій температурі, а потім охолоджуючи. Виробництво стародавніх мечів також покращувало твердість і гнучкість зброї шляхом загартування. Після термічної обробки лезо не тільки має більш високу твердість 760-780, але також його дзеркальна структура стає однорідною та ніжною. Від процесу загартування залежить, чи буде лезо крихким.
Секція леза комерційно доступного бритвенного леза після розкладання показана на малюнку 1 (a), а мікроструктура показана на малюнку 1 (b). Як видно на малюнку 1, край леза бритви має дуже гостру форму, а його внутрішня мікроструктура являє собою мартенситну матрицю з диспергованими дрібними сферичними карбідами.
(a) Секція леза
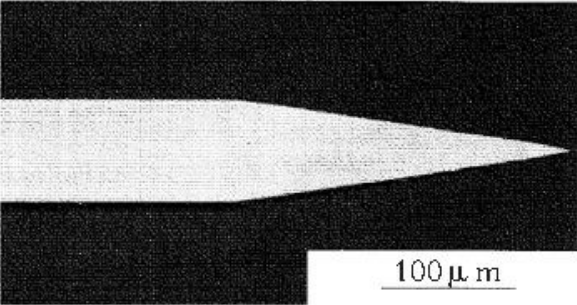


(b) Мікроструктура
Два запитання: чому лезо таке тверде, коли воно таке тонке? Лезо спочатку заточується чи термічно обробляється? На друге запитання було дано відповідь у наведеному вище обговоренні.
Товщинастрічка з нержавіючої сталівикористовується для бритв лише 1 мм. Його спочатку нарізають пресом у формі леза. В цей час лезо м'яке, як папір. Потім він піддається термічній обробці, кріогенній обробці, гартуванню, потім загостренню, перевірці якості, очищенню та, нарешті, покриттю, перевірці на міцність, антикорозійній обробці, упаковці тощо.
Для сталі для леза бритви дуже важливо контролювати вміст домішок, які негативно впливають на гостроту та довговічність леза бритви, до надзвичайно низького рівня. Дуже важливо всебічно відповідати різним необхідним властивостям сталі для лез бритв, тому в процесі виробництва сталі для лез бритв необхідно суворо контролювати не лише основні елементи, такі як вуглець і хром, але й елементи домішок. .
Фактично, у процесі виробництва лопатей існують суворі процедури перевірки, і кожна ланка має відповідні стандарти перевірки. Зокрема, перевірка гостроти леза є найбільш інтуїтивно зрозумілою та переконливою.
Крім того, у зв’язку з термічною обробкою знаменитий швейцарський армійський ніж, кухонний ніж Zwilling і леза Gillette дають споживачам інтуїтивне відчуття довговічності, і всі ці продукти пройшли кріогенну обробку.
У кожного свої стандарти і вимоги. Чи використовувати високоякіснийсталь або загальна сталь, незалежно від того, суворі стандарти виходу чи ні, це неможливо побачити в короткостроковій перспективі, і споживачі голосуватимуть ногами в довгостроковій перспективі.