- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










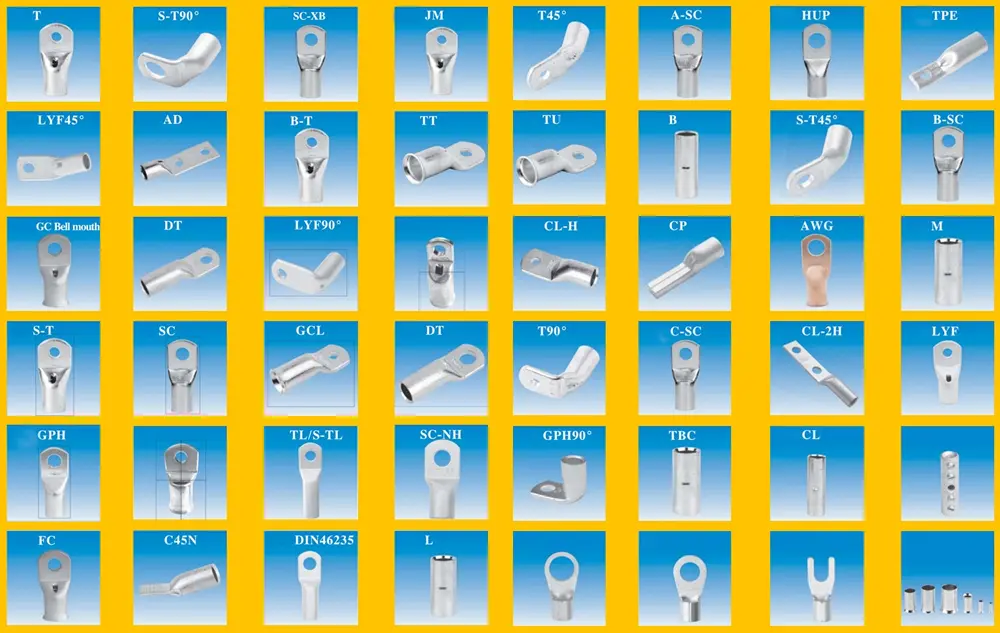
Обтискні конектори
У Китаї компанія Xiamen Hongyu Intelligent Technology Co., Ltd. підтримує налаштування стандартних/нестандартних частин обтискних з’єднувачів і має понад 17 років професійного досвіду в розробці апаратних прес-форм і виробництві виробів для штампування. Мінімальна товщина обробки обтискних з’єднувачів може досягати 0,08 мм із відмінною майстерністю та без задирок.
Надіслати запит
Опис продукту
Обжимні з’єднувачі — це професійний компонент, розроблений компанією Xiamen Hongyu Intelligent Technology спеціально для обтискного з’єднання проводів і клем. Завдяки високопровідним матеріалам і точним структурам він вирішив проблеми надійності з’єднання під час виробництва джгутів. Цей продукт є надійним вибором для закордонних клієнтів, яким потрібні компоненти електричного з’єднання. Як постачальник у сфері металообробки та електричних з’єднань, ми можемо надавати клієнтам високоякісні продукти та послуги для полегшення з’єднання схем.
перевірка стану опресовування
Якість обтиску апаратних терміналів Stamping є ключовим фактором у забезпеченні кінцевої продуктивності з’єднання. Чи пошкоджені деталі штампування клеми, чи зігнуті деталі штампування клеми, чи ізоляційний шар всередині вікна клеми цілий, але зона обжиму дроту не ізольована, чи дріт проколотий у зоні обтиску ізоляційного шару, чи правильний обжим країв, чи видно щітку після обтиску дроту, чи розташована щітка в зоні з’єднання та чи є конічні отвори. значення мікрометра в точці обжиму ізоляції в межах діапазону допуску також може визначити, чи є стан обтиску хорошим.
Необхідно перевірити, чи правильно обтиснуті апаратні клеми штампування. Будь то ручний або машинний обтиск, кожну точку з’єднання потрібно ретельно оглянути. Неправильний обжим може значно скоротити термін служби обтиснутих роз’ємів і навіть створити загрозу безпеці.
Через різні допуски діаметра дроту для кожного типу з’єднувача та специфікації вимірювання товщини в точці обтиску діаметра дроту можна використовувати як еталонний показник. Невідповідний діаметр дроту не тільки скорочує термін служби, але й може призвести до нестійких з’єднань, швидкого від’єднання та, зрештою, до втрат.
Технологія обробки
Основними матеріалами клем для штампування є здебільшого латунь H62, без особливих вимог. Матеріали барабанних пружин коронної пружини - це в основному берилієва мідь. Не всі матеріали підходять для позолоти. Тому перед позолотою спочатку наноситься шар нікелю, щоб забезпечити ефект позолоти. Загальноприйняті стандарти технічних характеристик для золотих покриттів на основі нікелю полягають у тому, що товщина шару нікелю становить від 50 до 80 мкм, товщина шару золота становить ≥2 мкм, а чистота використовуваного золота становить ≥99,8%. На завершення нанесіть тверду захисну плівку; Поверхня виробу має бути гладкою, без окислення, щоб забезпечити практичність, і без задирок, щоб запобігти ослабленню продукту через нестиснуті зазори. Щоб гарантувати якість продукту, на фурнітурі не повинно бути слідів від інструментів, защемлень або гострих країв. Ми маємо високі вимоги до якості й не вказуємо допуск ±0,02.
Специфікація гальванічного покриття
|
Продукт |
Обтискні конектори |
|
Вимоги до зовнішнього вигляду |
Без окислення, пожовтіння, почорніння, посиніння, пурпуру, гачків, нерівних ніжок або інших дефектів. |
|
Продуктивність покриття |
Повна нікелева основа: 50-80 μ". Позолота: 1 μ". Точки вимірювання з обох сторін: 3 мм. |
|
Стійкість до високих температур |
Має витримати 260°C протягом 5 секунд без зміни кольору, почорніння, жовтизни, утворення пухирів або лущення. |
|
Тест на паяність |
Покриття припоєм повинно бути більше 95%. |
|
Тест на сольовий спрей |
Випробувано 5% розчином солі при 35°C протягом 24 годин. Не допускається окислення, почорніння та інші дефекти. |
|
Тест на адгезію (тест на відрив) |
Відсутність відшаровування покриття на криволінійних поверхнях. |
|
Екологічна відповідність |
Усе покриття має відповідати екологічним вимогам ROHS. |
|
Покриття критичних ділянок |
Усі точки вимірювання та призначені вимірювальні поверхні мають бути покриті відповідно до специфікацій (ці ділянки є критичними для паяння та провідності). |
Гарячі теги: Обтискні конектори, Китай, виробники, постачальники, фабрика, пропозиція, якість
Тег продукту
Пов'язана категорія
Штампування алюмінію
Штампування латунних деталей
Штампування деталей з нержавіючої сталі
Штампування деталей з інконеля
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.